














 153 / 222
153 / 222

146
2016
أوابك العلمية لعام
�
ص لبحوث العلمية الفائزة بجائزة
�
عدد خا
مجلة النفط والتعاون العربي
161
العدد
- 2017
أربعون
المجلد الثالث و ال
Re-refining of Used Lubricating Oil and its Economic and Environmental Implications
23
which are then hydro finished at adequate high temperatures and pressures. These
processes involve intense desulphurization and elimination of other impurities.
Product recovery:
The processed feedstock is converted into a wide boiling range hydrocarbon product,
which is subsequently fractionated into neutral oil products of different viscosity to be
used for lube oil blending.
4.4.2 Process features and drawbacks
It is claimed that the Hylube process achieve more than 85% of base oils suitable for re-
blending into saleable lube oils. It is reported that Lube base stocks quality is equal to
virgin base oils (ref.) It is also claimed that no environmentally undesirable by-products
are produced. The heavy residue is suitable for asphalt blending. The aqueous effluent
has low COD and no organochlorines.
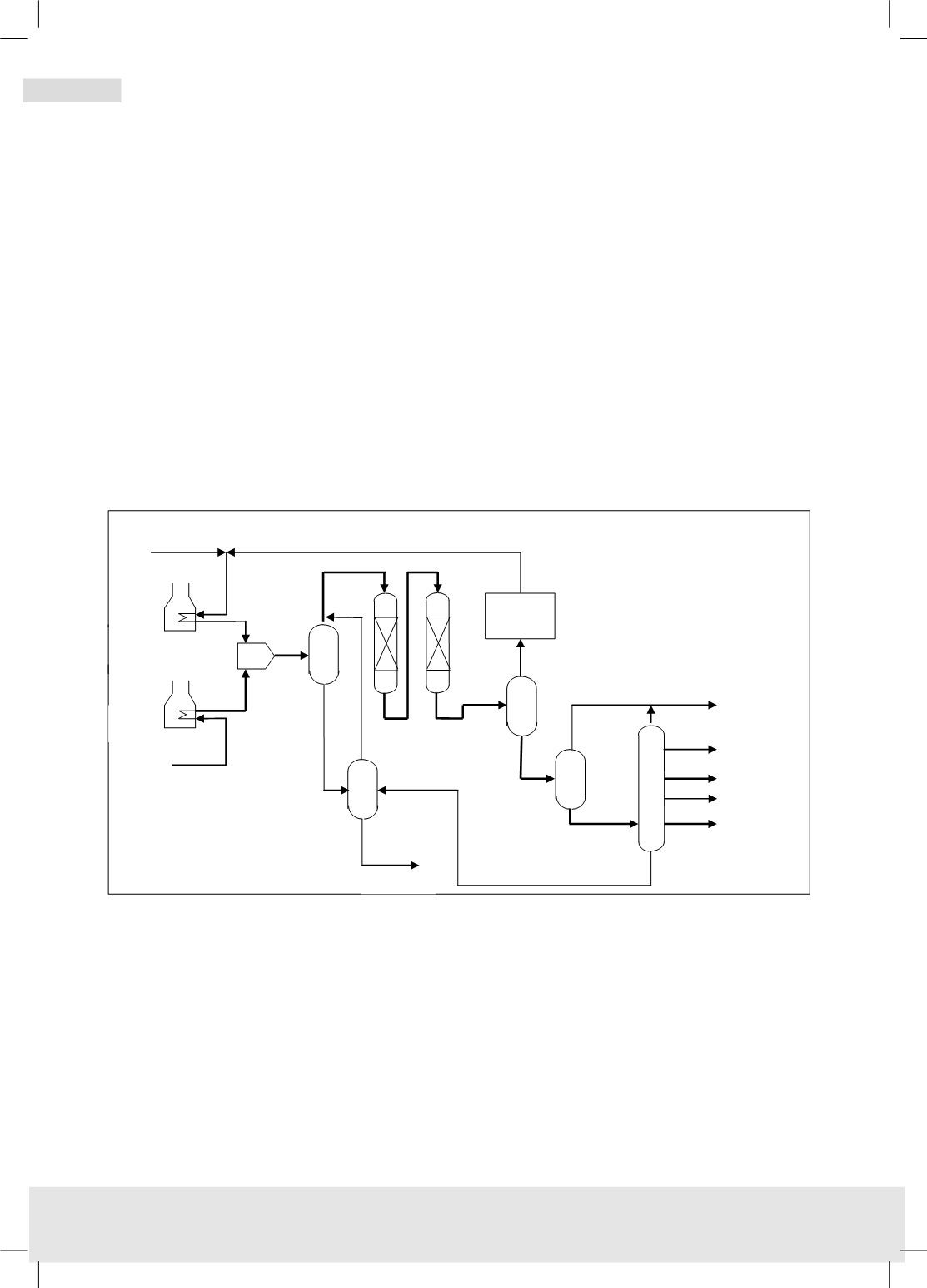
Figure 11 UOP Hylube simplified process flow diagram
Source: UOP
4.5
Axens/Viscolube (Revivoil) process
The Revivoil process was developed jointly by Axens and Viscolube. It combines two
technologies: thermal deasphalting and catalytic hydrogenation.
Vacuum Gas
Oil
Light Base
Oil
Heavy Base
Oil
Fractionation
Column
High Pressure
Separator
Hydrogenation
Reactor
Guard
Residue
Flash
Blender
Preheater of
Recycled
Feed
Preheater
Used Oil
Residue
Stripper
Asphaltene
Product
Stripper
Light
Hydrocarbons
Recycled H2
Fresh H2
Gas
purifier